最新资讯
INFORMATION咨询热线
18615209208 地址:济南市高新区大学科技园
电话:18615209208
手机:18615209208
电话:18615209208
手机:18615209208
超声滚压加工参数对表面粗糙度的影响
发布时间:2017/05/18 点击量:
机械结构和零部件广泛应用在压力容器、车辆、桥梁、海洋工程、航空航天、电力和冶金等重要领域.其机械加工的表面质量对工件的使用性能有很大影响[1-4]:①对耐磨性的影响.表面粗糙度对摩擦副的初期磨损影响很大,但并不是粗糙度越小越耐磨.在一定工作条件下,摩擦副表面总是存在一个最佳的参数值,约为0.32~1.25,µm.②对疲劳强度的影响.在交变载荷的作用下,工件表面的凹凸不平和缺陷容易引起应力集中而产生疲劳裂纹,导致疲劳破坏.对于一些承受交变载荷的重要零件,如曲轴的曲拐与轴颈交界处,要进行光整加工,以减小其表面粗糙度,提高疲劳强度.③对耐腐蚀性的影响.工件表面越粗糙, 越容易积聚腐蚀性物质;凹谷越深,渗透与腐蚀作用越强烈.因此,减小零件表面粗糙度值,可以提高零件的耐腐蚀性能.④对配合性质的影响.粗糙的配合表面,会在配合件磨损后增大配合间隙,改变配合性质,降低配合精度和刚度,影响运行的平稳性和可靠性.因此对有配合要求的表面,必须限定较小的表面粗糙度参数值.
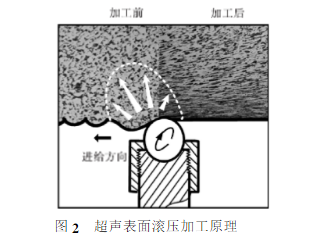
此外,对于液压缸和滑阀,较大的表面粗糙度值会影响密封性;对于工作时滑动的零件,恰当的表面粗糙度值能提高运动的灵活性,减少发热和功率损失等.可见,提高加工表面质量,对保证结构和零部件的使用性能、提高其使用寿命是至关重要的. 超声辅助加工技术是伴随超声学的发展而逐渐发展起来的新型加工技术[5-7].超声滚压加工(ultrasonic surface rolling processing, USRP)方法是新近提出的一种超声辅助表面改性方法,与传统的压光工艺比较,该方法具有弹性压力小、摩擦力小、表面粗糙度Ra值进一步降低、表面硬度显著提高以及表面耐磨性增加等优点,因而受到越来越多科研人员的关注和青睐.对于一种新的加工技术,研究人员更关注材料通过该技术能得到的优良性能,而对于工艺参数的选择及其对加工质量的影响却少有涉及[8-10].超声表面滚压加工技术中,主轴转速、轴向进给、加工次数、静压力和振幅等加工参数的选择直接决定了最终的表面状态.以常用轴类材料供货态40Cr轴为例,研究USRP加工参数对表面粗糙度的影响. 1 超声表面滚压加工装置及其原理 1.1 超声表面滚压加工装置工作示意如图1所示.该装置由数字超声波发生器和USRP执行机构两部分组成.其中执行机构包括换能器、变幅杆和工作头3部分.执行机构所施加静压力可由安装在底部的强力弹簧提供,也可通过空压机输出的压缩空气提供.此外,当压缩空气经过在执行机构内预先设计的通道时,对换能器也起到良好的冷却作用.加工系统输出的中心振动频率为20, kHz;输出振幅范围为0~25,µm
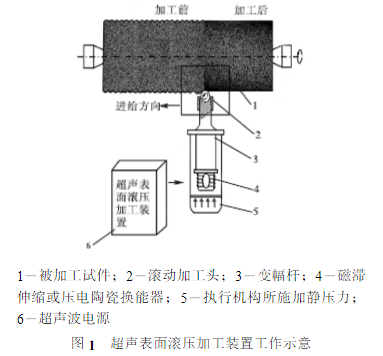
超声表面滚压加工原理 通过加工工作头沿工件表面法线方向施加一定幅度的超声频机械振动,在一定进给条件下,工作头将静压力和超声频振动传递到旋转的机械零部件表面(见图2),产生冲挤作用而使金属材料产生大幅度弹塑性变形.加工后,工件表面产生一定的弹性恢复,所产生的塑性流动将工件表面原有的微观波峰压平,使其填充到波谷位置,从而大大降低表面粗糙度Ra,提高其表面的综合性能指标