
最新资讯
INFORMATION咨询热线
18615209208电话:18615209208
手机:18615209208
朝文JWVSR-IV频谱振动时效设备
一、朝文振动时效设备的优势:
1、时效效果好:可以代替以消除应力为目的的热时效工艺;
2、成本低:一个周期下来只要几十分钟,耗用几度电,比传统热时效节约成本95%以上;
3、环保无污染:朝文振动时效工艺噪音小、能耗低,是国家大力推广的新的工艺。
中车集团采用我公司设备处理底座大梁,通过边振边焊的工艺,细化晶粒,控制变形

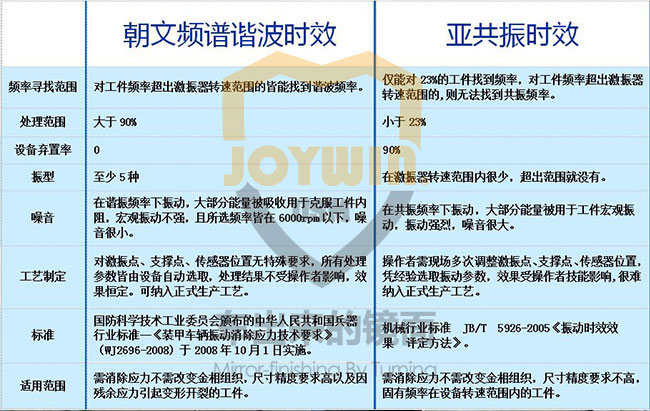
二、JWVSR-IV型振动时效设备采用频谱分析技术解决了高刚性、高固有频率无法处理的难题
通过傅立叶分析,不需扫描,在100HZ内寻找低次谐波,施加合适的能量在多个谐波频率处振动,引起高次谐波累积振动产生多方向动应力,与多维分布的残余应力叠加,造成塑性变形,从而降低峰值残余应力,同时使残余应力分布均化。
与其他厂家亚共振时效工艺相比,朝文具有以下优势
盾构机刀盘、主体采用JWVSR-IV型振动时效设备频谱时效处理

三、JWVSR-IV型振动时效设备应用的材料领域
黑色金属:碳素结构钢、低合金钢、不锈钢、铸铁;有色金属(铜、铝、锌、钛及其它合金)等材质构成的铸件、锻件、焊接件、机械加工件。
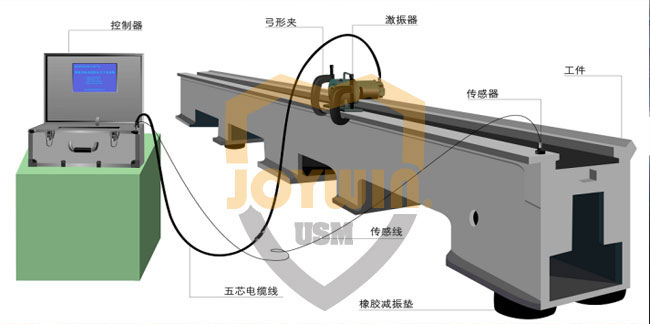
设备组成:
我国军用重型卡车轮毂采用JWVSR-IV型设备进行应力消除


设备参数:
●全智能化设计(一件操作),扫频范围设定、判定时效效果等多种时效模式,全部实现智能化,可以满足各种类型复杂构件的特殊要求。
●在线自动跟踪调整时效最佳谐振点,使其达到最佳的动应力状态。
●全过程效率最优化,包含工艺流程和完整的现场工艺图表及数据,自动存储便于提取查阅。设有多个USB接口可以实现无纸化办公。
●全过程柔性控制,既节约时间又提高了激振器的使用寿命。
●以工控机为平台利用windows7操作系统,500G硬盘,2G内存,高性能微处理器,便于应用已有的各类数字化成果和产品升级。试验数据可不经转换或不需专用软件,直接利用Windows操作系统的计算机进行查看、编辑、打印。
●时效过程中,电机转速、电流、加速度值,扫频、时效曲线实时在屏幕显示。自动优选振动参数。
●采用10.8寸触摸真彩液晶显示器,实时显示曲线参数,时效参数图形化处理,人机对话直观,操作简单。
●激振器偏心采用铝合金箱体,德国进口高速防振轴承。采用防振永磁无槽直流电机,重量轻、激振力大、持久耐用。时效范围从几十公斤至三百吨。
●主机采用美国派力肯便携机箱,紧固耐用、抗摔抗冲击、防水防尘、抗化学腐蚀、耐高温、具有电磁屏蔽和自动调节内外压差,适用于任何极端环境。
●独创的快速智能扫频,扫频精度高、无数据遗漏,同类产品扫频速度提高5倍以上。
●独创的窗口式观察扫频,快速了解构件的谐振特性。
●智能跟踪时效过程,可调节谐振曲线图表大小。
●自动生成时效曲线数据工艺报告,标准word文档,即可现场打印或储存、拷贝及编辑工件名称编号。
●工艺文件保存和调用,可储存数千组时效前后曲线的工艺报告,提供同类型构件标准化工艺和提高工作效率。
激振器的主要技术参数
电机采用永磁无槽直流电机
最大激振力30KN
稳定输出功率:1.5KW
激振器转速范围:1000~10000r/min
转速控制精度:1r/min
可处理最大工件重量:500T
夹具类型:机械式
采用JWVSR-IV型频谱时效工艺后,工件发生微观或宏观塑性变形,尺寸达到稳定。
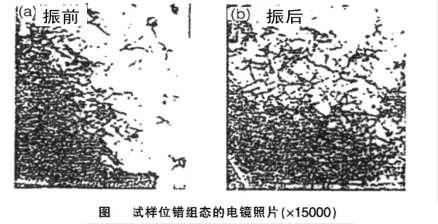
振动时效前试样内部的位错组态呈线条状和轻微缠结状分布。
振动时效后位错组态的缠结和网状化程度明显增加。
振动时效后位错密度有所增加。
振动时效的实质就是金属材料内部晶体错运动、增殖、塞积缠结过程。振动时效效果是由于位错组态变化和位错密度变化的结果。
朝文频谱时效工艺行业标准:
1、中华人民共和国机械行业标准:《振动时效工艺参数选择及效果评定方法 GB-T25712-2010》;
2、《中华人民共和国兵器行业标准》WJ2696-2008,装甲车辆振动消除应力技术要求;
3、《中华人民共和国航天振动标准》QJ20254-2012;
4、国家经济贸易委员发布的《焊接构件振动时效工艺参数选择及技术要求 JB/T10375-2002》。
振动时效基本术语:
激振点:振动时效时给构件的施力点称为激振点。
支撑点:为了对工件进行振动时效而选择的支撑工件的位置。
拾振点:振动消除应力时效时,拾振器在工件上的安装位置。
动应力:激振力引起工件谐振响应时,在其内部产生的应力称为动应力
谐振:当激振器提供的周期性激振力的频率与系统谐振频率接近 或相等时,构件的振幅急剧增大的现象为谐振。
振型:共振时构件表面上所有质点振动的包络线(面),即为振型,包括弯曲、扭曲、扭转、钟振型和鼓振型。
节点(节线):振动时效时,构件振幅最小处称为节点(节线)。
时效曲线:在确定的振动频率和激振力下,对工件进行振动处理所得到的加速度—时间曲线,其标记为a-t。注:a表示加速度;t表示时间。
